

Freehand cutting disc with special fillers. Fillers prevent disc clogging even during prolonged use. • High cutting speed • Cool cut • No clogging Machine suitability: The FTK24 cutting disc is suitable for freehand use on angle grinders as well as high-frequency (HF) machines and air grinders. Material suitability: The FTK24 has been designed especially for use on steel (carbon steel – also termed structural steel, St37, S235JR and 1.0037) and cast steels, as well as aluminium and other non-ferrous metals such as copper, brass and bronze, etc. Structure and production: The cutting disc uses a high-quality mix of silicon carbide (SiC) and corundum, and 2 full-coverage glass cloth layers. The minimum side load for the cutting disc as defined by EN 12413 and oSa is 40 N (50 N from a diameter of 150 mm). The expiry date (three years) is embossed in the disc hole ring. Consistently high quality is ensured by sophisticated in-process controls applied during manufacturing. To ensure a maximum level of safety, every thousandth disc is tested destructively. This disc features a straight shape (shape 42). The cutting disc is especially stable during cutting. Quality: With the FTK24, users get the best RHODIUS tool in its category. RHODIUS TOPline products represent a maximum level of performance and quality. Applications: During use, the FTK24 offers an impressively aggressive cut, combined with smooth, vibration-free operation. Precise work when processing thin-walled material is also easy to achieve. This cutting disc helps to make work especially cost-effective. This quality RHODIUS tool is an especially good choice for cutting supports, sections, panels and beams. Dimensions: With a disc width of 2.0 mm and 2.5 mm, the freehand cutting disc is available in diameters from 115 mm to 230 mm. Industries: This makes it the ideal tool for the many applications and challenges in plant and container construction, boiler and tank construction, structural steel engineering, pipeline construction, landscaping and installation work.
 Non-ferrous metals
Non-ferrous metals



Carbide burr, shape A (ZYA): cylinder without end cut. • Maximum concentricity • Perfectly coordinated cutting geometry ensures top-quality working results • Maximum lifetime Machine suitability: The HF A tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. The recommended cutting speed for aluminium and other non-ferrous metals such as copper, brass and bronze, as well as plastics, is 700–900 m/min. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Quality: The HF A provides users with the best RHODIUS tool in its category. RHODIUS TOPline products represent a maximum level of performance and quality. Applications: With this carbide burr in the single cut variant (Z 3), the user benefits both from aggressive stock removal as well as a long tool life and concentricity. The double cut variant with chip breaker (Z 6) also enables highly aggressive stock removal combined with a long tool life and concentricity. A very high surface treatment quality is also achieved. The variant featuring a special aluminium cut with large teeth and polished facets (Z ALU) also achieves excellent stock removal performance. Deposition of the working material in the chip spaces is also kept to a minimum here. With especially long-chipping materials such as soft aluminium, the use of cutting oil, paraffin or grease continues to be recommended in order to keep the negative effects of clogging to an absolute minimum. Dimensions: The carbide burr with shape A (cylinder without end cut) according to DIN 8032 is available with head diameters of 3 mm to 16 mm. The shaft diameter is 3 mm or 6 mm. Notice: Special variants with shaft lengths of up to 400 mm are available for this tungsten carbide burr.
 Stainless steel
Stainless steel
 Steel
Non-ferrous metals
Steel
Non-ferrous metals
 Cast iron
Cast iron


Carbide burr, shape D (KUD): ball. • Maximum concentricity • Perfectly coordinated cutting geometry ensures top-quality working results • Maximum lifetime Machine suitability: The HF D tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. The recommended cutting speed for aluminium and other non-ferrous metals such as copper, brass and bronze, as well as plastics, is 700–900 m/min. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Quality: The HF D provides users with the best RHODIUS tool in its category. RHODIUS TOPline products represent a maximum level of performance and quality. Applications: With this carbide burr in the double cut variant (Z 6), the user benefits both from highly aggressive stock removal as well as a long tool life and concentricity. A very high surface treatment quality is also achieved. The variant featuring a special aluminium cut with large teeth and polished facets (Z ALU) also achieves excellent stock removal performance. Deposition of the working material in the chip spaces is also kept to a minimum here. With especially long-chipping materials such as soft aluminium, the use of cutting oil, paraffin or grease continues to be recommended in order to keep the negative effects of clogging to an absolute minimum. Dimensions: The carbide burr with shape D (ball) according to DIN 8032 is available with head diameters of 3 mm to 12.7 mm. The shaft diameter is 3 mm or 6 mm. Notice: Special variants with shaft lengths of up to 400 mm are available for this tungsten carbide burr.
Stainless steel
Steel
Non-ferrous metals
Cast iron


Carbide burr, shape E (TRE): oval. • Maximum concentricity • Perfectly coordinated cutting geometry ensures top-quality working results • Maximum lifetime Machine suitability: The HF E tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Quality: The HF E provides users with the best RHODIUS tool in its category. RHODIUS TOPline products represent a maximum level of performance and quality. Applications: With this carbide burr in the single cut variant (Z 3), the user benefits both from aggressive stock removal as well as a long tool life and concentricity. The double cut variant with chip breaker (Z 6) also enables highly aggressive stock removal combined with a long tool life and concentricity. A very high surface treatment quality is also achieved. Dimensions: The carbide burr with shape E (oval) according to DIN 8032 is available with head diameters of 9.6 mm to 16 mm. The shank diameter is 6 mm. Notice: Special variants with shaft lengths of up to 400 mm are available for this tungsten carbide burr.
Stainless steel
Steel
Non-ferrous metals
Cast iron


Carbide burr, shape F (RBF): ball-nosed tree. • Maximum concentricity • Perfectly coordinated cutting geometry ensures top-quality working results • Maximum lifetime Machine suitability: The HF F tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. The recommended cutting speed for aluminium and other non-ferrous metals such as copper, brass and bronze, as well as plastics, is 700–900 m/min. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Quality: The HF F provides users with the best RHODIUS tool in its category. RHODIUS TOPline products represent a maximum level of performance and quality. Applications: With this carbide burr in the single cut variant (Z 3), the user benefits both from aggressive stock removal as well as a long tool life and concentricity. The double cut variant with chip breaker (Z 6) also enables highly aggressive stock removal combined with a long tool life and concentricity. A very high surface treatment quality is also achieved. The variant featuring a special aluminium cut with large teeth and polished facets (Z ALU) also achieves excellent stock removal performance. Deposition of the working material in the chip spaces is also kept to a minimum here. With especially long-chipping materials such as soft aluminium, the use of cutting oil, paraffin or grease continues to be recommended in order to keep the negative effects of clogging to an absolute minimum. Dimensions: The carbide burr with shape F (ball-nosed tree) according to DIN 8032 is available with head diameters of 3 mm to 16 mm. The shaft diameter is 3 mm or 6 mm. Notice: Special variants with shaft lengths of up to 400 mm are available for this tungsten carbide burr.
Stainless steel
Steel
Non-ferrous metals
Cast iron


Carbide burr, shape G (SPG): tree. • Maximum concentricity • Perfectly coordinated cutting geometry ensures top-quality working results • Maximum lifetime Machine suitability: The HF G tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. The recommended cutting speed for aluminium and other non-ferrous metals such as copper, brass and bronze, as well as plastics, is 700–900 m/min. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Quality: The HF G provides users with the best RHODIUS tool in its category. RHODIUS TOPline products represent a maximum level of performance and quality. Applications: With this carbide burr in the single cut variant (Z 3), the user benefits both from aggressive stock removal as well as a long tool life and concentricity. The double cut variant with chip breaker (Z 6) also enables highly aggressive stock removal combined with a long tool life and concentricity. A very high surface treatment quality is also achieved. The variant featuring a special aluminium cut with large teeth and polished facets (Z ALU) also achieves excellent stock removal performance. Deposition of the working material in the chip spaces is also kept to a minimum here. With especially long-chipping materials such as soft aluminium, the use of cutting oil, paraffin or grease continues to be recommended in order to keep the negative effects of clogging to an absolute minimum. Dimensions: The carbide burr with shape G (tree) according to DIN 8032 is available with head diameters of 6 mm to 16 mm. The shaft diameter is 3 mm or 6 mm. Notice: Special variants with shaft lengths of up to 400 mm are available for this tungsten carbide burr.
Stainless steel
Steel
Non-ferrous metals
Cast iron


Carbide burr, shape L (KEL): ball-nosed cone. • Maximum concentricity • Perfectly coordinated cutting geometry ensures top-quality working results • Maximum lifetime Machine suitability: The HF L tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. The recommended cutting speed for aluminium and other non-ferrous metals such as copper, brass and bronze, as well as plastics, is 700–900 m/min. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Quality: The HF L provides users with the best RHODIUS tool in its category. RHODIUS TOPline products represent a maximum level of performance and quality. Applications: With this carbide burr in the single cut variant (Z 3), the user benefits both from aggressive stock removal as well as a long tool life and concentricity. The double cut variant with chip breaker (Z 6) also enables highly aggressive stock removal combined with a long tool life and concentricity. A very high surface treatment quality is also achieved. The variant featuring a special aluminium cut with large teeth and polished facets (Z ALU) also achieves excellent stock removal performance. Deposition of the working material in the chip spaces is also kept to a minimum here. With especially long-chipping materials such as soft aluminium, the use of cutting oil, paraffin or grease continues to be recommended in order to keep the negative effects of clogging to an absolute minimum. Dimensions: The carbide burr with shape L (ball-nosed cone) according to DIN 8032 is available with head diameters of 3 mm to 16 mm. The shaft diameter is 3 mm or 6 mm. Notice: Special variants with shaft lengths of up to 400 mm are available for this tungsten carbide burr.
Stainless steel
Steel
Non-ferrous metals
Cast iron


Carbide burr, shape C (WRC): ball-nosed cylinder. • Maximum concentricity • Perfectly coordinated cutting geometry ensures top-quality working results • Maximum lifetime Machine suitability: The HF C tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. The recommended cutting speed for aluminium and other non-ferrous metals such as copper, brass and bronze, as well as plastics, is 700–900 m/min. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Quality: The HF C provides users with the best RHODIUS tool in its category. RHODIUS TOPline products represent a maximum level of performance and quality. Applications: With this carbide burr in the single cut variant (Z 3), the user benefits both from aggressive stock removal as well as a long tool life and concentricity. The double cut variant with chip breaker (Z 6) also enables highly aggressive stock removal combined with a long tool life and concentricity. A very high surface treatment quality is also achieved. The variant featuring a special aluminium cut with large teeth and polished facets (Z ALU) also achieves excellent stock removal performance. Deposition of the working material in the chip spaces is also kept to a minimum here. With especially long-chipping materials such as soft aluminium, the use of cutting oil, paraffin or grease continues to be recommended in order to keep the negative effects of clogging to an absolute minimum. Dimensions: The carbide burr with shape C (ball-nosed cylinder) according to DIN 8032 is available with head diameters of 3 mm to 16 mm. The shaft diameter is 3 mm or 6 mm. Notice: Special variants with shaft lengths of up to 400 mm are available for this tungsten carbide burr.
Stainless steel
Steel
Non-ferrous metals
Cast iron



Ceramic grain flap disc. Thanks to its three cut-outs, the VISION SPEED is transparent while rotating. This enables continuous monitoring of the work result. • Unobstructed view of the workpiece • High-performance ceramic grain for rapid grinding without excessive force • Cool cut thanks to binder with active grinding additives Machine suitability: This flap disc with cut-outs is suitable for use on angle grinders from any performance class. Material suitability: The RHODIUS VISION SPEED flap disc has been specifically designed for processing stainless steel (e.g. V2A, 1.4301), steel (carbon steel – also termed structural steel, St37, S235JR and 1.0037) and cast steels. The disc offers an impressively long tool life here, coupled with consistently aggressive stock removal. Structure and production: The disc is manufactured to EN 13743, safety-tested and certified to oSa standards. The product features a fibre glass backing pad. Users can work at high contact pressure with this product. The abrasive grain used for the VISION SPEED is a high-quality ceramic grain (sintered corundum). This is self-sharpening. All RHODIUS flap discs are also iron- and sulphur-free. The flaps on this disc use a conical arrangement. The conical 12° layout used for the flaps here improves ergonomics during grinding and therefore makes tool handling easier. Quality: With the VISION SPEED, users get the best RHODIUS tool in its category. RHODIUS TOPline products represent a maximum level of performance and quality. Applications: The VISION SPEED offers users impressively high stock removal performance. The special ‘top size’ coating used for the flaps also ensures that grinding work stays even cooler. The three cut-outs are another ingenious feature. The disc turns transparent as it rotates, offering users a clear view of work in progress without needing to set down the tool. Users can easily see what and how much they are grinding. Dimensions: The flap disc is available in the diameters of 115 mm and 125 mm, and, depending on the variant, in the FEPA grit sizes of 40, 60, 80 and 120. Notice: RHODIUS also manufactures this flap disc for angle grinders using the X-LOCK quick change system.
Stainless steel
Steel
Non-ferrous metals






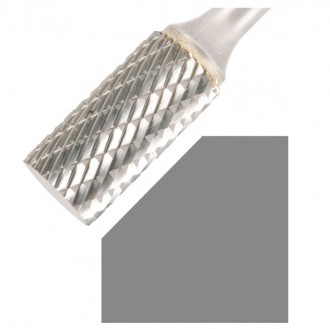
Carbide burr, shape B (ZYAS): cylinder with end cut. • Maximum concentricity • Perfectly coordinated cutting geometry ensures top-quality working results • Maximum lifetime Machine suitability: The HF B tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. The recommended cutting speed for aluminium and other non-ferrous metals such as copper, brass and bronze, as well as plastics, is 700–900 m/min. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Quality: The HF B provides users with the best RHODIUS tool in its category. RHODIUS TOPline products represent a maximum level of performance and quality. Applications: With this carbide burr in the single cut variant (Z 3), the user benefits both from aggressive stock removal as well as a long tool life and concentricity. The double cut variant with chip breaker (Z 6) also enables highly aggressive stock removal combined with a long tool life and concentricity. A very high surface treatment quality is also achieved. The variant featuring a special aluminium cut with large teeth and polished facets (Z ALU) also achieves excellent stock removal performance. Deposition of the working material in the chip spaces is also kept to a minimum here. With especially long-chipping materials such as soft aluminium, the use of cutting oil, paraffin or grease continues to be recommended in order to keep the negative effects of clogging to an absolute minimum. Dimensions: The carbide burr with shape B (cylinder with end cut) according to DIN 8032 is available with head diameters of 3 mm to 16 mm. The shaft diameter is 3 mm or 6 mm. Notice: Special variants with shaft lengths of up to 400 mm are available for this tungsten carbide burr.
Stainless steel
Steel
Non-ferrous metals
Cast iron


{kind=link}