

Carbide burr, shape K (KSK): 90° countersink. • Maximum concentricity • Perfectly coordinated cutting geometry ensures top-quality working results • Maximum lifetime Machine suitability: The HF K tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Quality: The HF K provides users with the best RHODIUS tool in its category. RHODIUS TOPline products represent a maximum level of performance and quality. Applications: This carbide burr in the double cut variant (Z 6) with chip breaker provides highly aggressive stock removal as well as a long tool life and concentricity. A very high surface treatment quality is also achieved. Dimensions: The carbide burr with shape K (90° countersink) according to DIN 8032 is available with a head diameter of 16 mm. The shank diameter is 6 mm. Notice: Special variants with shaft lengths of up to 400 mm are available for this tungsten carbide burr.
 Stainless steel
Stainless steel
 Steel
Steel
 Cast iron
Cast iron



Carbide burr, shape L (KEL): ball-nosed cone. • Maximum concentricity • Perfectly coordinated cutting geometry ensures top-quality working results • Maximum lifetime Machine suitability: The HF L tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. The recommended cutting speed for aluminium and other non-ferrous metals such as copper, brass and bronze, as well as plastics, is 700–900 m/min. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Quality: The HF L provides users with the best RHODIUS tool in its category. RHODIUS TOPline products represent a maximum level of performance and quality. Applications: With this carbide burr in the single cut variant (Z 3), the user benefits both from aggressive stock removal as well as a long tool life and concentricity. The double cut variant with chip breaker (Z 6) also enables highly aggressive stock removal combined with a long tool life and concentricity. A very high surface treatment quality is also achieved. The variant featuring a special aluminium cut with large teeth and polished facets (Z ALU) also achieves excellent stock removal performance. Deposition of the working material in the chip spaces is also kept to a minimum here. With especially long-chipping materials such as soft aluminium, the use of cutting oil, paraffin or grease continues to be recommended in order to keep the negative effects of clogging to an absolute minimum. Dimensions: The carbide burr with shape L (ball-nosed cone) according to DIN 8032 is available with head diameters of 3 mm to 16 mm. The shaft diameter is 3 mm or 6 mm. Notice: Special variants with shaft lengths of up to 400 mm are available for this tungsten carbide burr.
Stainless steel
Steel
 Non-ferrous metals
Cast iron
Non-ferrous metals
Cast iron


Carbide burr, shape M (SKM): cone. • Maximum concentricity • Perfectly coordinated cutting geometry ensures top-quality working results • Maximum lifetime Machine suitability: The HF M tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Quality: The HF M provides users with the best RHODIUS tool in its category. RHODIUS TOPline products represent a maximum level of performance and quality. Applications: With this carbide burr in the single cut variant (Z 3), the user benefits both from aggressive stock removal as well as a long tool life and concentricity. The double cut variant with chip breaker (Z 6) also enables highly aggressive stock removal combined with a long tool life and concentricity. A very high surface treatment quality is also achieved. Dimensions: The carbide burr with shape M (cone) according to DIN 8032 is available with head diameters of 3 mm to 16 mm. The shaft diameter is 3 mm or 6 mm. Notice: Special variants with shaft lengths of up to 400 mm are available for this tungsten carbide burr.
Stainless steel
Steel
Cast iron


Carbide burr, shape C (WRC): ball-nosed cylinder. • Maximum concentricity • Perfectly coordinated cutting geometry ensures top-quality working results • Maximum lifetime Machine suitability: The HF C tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. The recommended cutting speed for aluminium and other non-ferrous metals such as copper, brass and bronze, as well as plastics, is 700–900 m/min. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Quality: The HF C provides users with the best RHODIUS tool in its category. RHODIUS TOPline products represent a maximum level of performance and quality. Applications: With this carbide burr in the single cut variant (Z 3), the user benefits both from aggressive stock removal as well as a long tool life and concentricity. The double cut variant with chip breaker (Z 6) also enables highly aggressive stock removal combined with a long tool life and concentricity. A very high surface treatment quality is also achieved. The variant featuring a special aluminium cut with large teeth and polished facets (Z ALU) also achieves excellent stock removal performance. Deposition of the working material in the chip spaces is also kept to a minimum here. With especially long-chipping materials such as soft aluminium, the use of cutting oil, paraffin or grease continues to be recommended in order to keep the negative effects of clogging to an absolute minimum. Dimensions: The carbide burr with shape C (ball-nosed cylinder) according to DIN 8032 is available with head diameters of 3 mm to 16 mm. The shaft diameter is 3 mm or 6 mm. Notice: Special variants with shaft lengths of up to 400 mm are available for this tungsten carbide burr.
Stainless steel
Steel
Non-ferrous metals
Cast iron


Carbide burr, shape A (ZYA): cylinder without end cut. • High concentricity • Optimal cutting geometry ensures best work results • Long lifetime Machine suitability: The HF A Z7 tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Applications: This carbide burr as a single cut variant without chip breaker offers users a long tool life and concentricity at a low price. Dimensions: The carbide burr with shape A (cylinder without end cut) according to DIN 8032 is available with head diameters of 6 mm to 12.7 mm. The shank diameter is 6 mm.
Stainless steel
Steel
Cast iron



Carbide burr, shape B (ZYAS): cylinder with end cut. • High concentricity • Optimal cutting geometry ensures best work results • Long lifetime Machine suitability: The HF B Z7 tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Applications: This carbide burr as a double cut variant with chip breaker offers users a long tool life as well as high concentricity at a low price. Dimensions: The carbide burr with shape B (cylinder with end cut) according to DIN 8032 is available with head diameters of 6 mm to 12.7 mm. The shank diameter is 6 mm.
Stainless steel
Steel
Non-ferrous metals

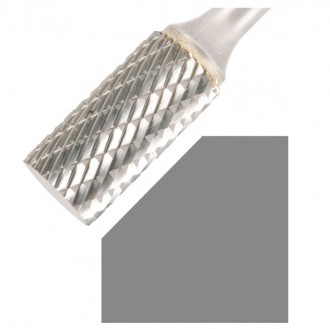
Carbide burr, shape C (WRC): ball-nosed cylinder. • High concentricity • Optimal cutting geometry ensures best work results • Long lifetime Machine suitability: The HF C Z7 tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Applications: This carbide burr as a double cut variant with chip breaker offers users a long tool life as well as high concentricity at a low price. Dimensions: The carbide burr with shape C (ball-nosed cylinder) according to DIN 8032 is available with head diameters of 6 mm to 12.7 mm. The shank diameter is 6 mm.
Stainless steel
Steel
Non-ferrous metals

Carbide burr, shape D (KUD): ball. • High concentricity • Optimal cutting geometry ensures best work results • Long lifetime Machine suitability: The HF D Z7 tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Applications: This carbide burr as a double cut variant with chip breaker offers users a long tool life as well as high concentricity at a low price. Dimensions: The carbide burr with shape D (ball) according to DIN 8032 is available with head diameters of 6 mm to 12.7 mm. The shank diameter is 6 mm.
Stainless steel
Steel
Non-ferrous metals


Carbide burr, shape F (RBF): ball-nosed tree. • High concentricity • Optimal cutting geometry ensures best work results • Long lifetime Machine suitability: The HF F Z7 tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Applications: This carbide burr as a double cut variant with chip breaker offers users a long tool life as well as high concentricity at a low price. Dimensions: The carbide burr with shape F (ball-nosed tree) according to DIN 8032 is available with head diameters of 6 mm to 12.7 mm. The shank diameter is 6 mm.
Stainless steel
Steel
Non-ferrous metals


Carbide burr, shape G (SPG): tree. • High concentricity • Optimal cutting geometry ensures best work results • Long lifetime Machine suitability: The HF G Z7 tungsten carbide burr can be used with straight grinders, flexible shaft drive machines and air grinders. The recommended cutting speed is 450–600 m/min for unalloyed steels/cast steels/cast iron, and 250–350 m/min for alloyed steels/tool steels/rust- and acid-proofed steels. Structure and production: The head is attached using a specialised brazing technique, while the teeth are cut using high-precision diamond discs on advanced CNC machines. This technique ensures an optimum and high-performance cutting geometry. Applications: This carbide burr as a double cut variant with chip breaker offers users a long tool life as well as high concentricity at a low price. Dimensions: The carbide burr with shape G (tree) according to DIN 8032 is available with head diameters of 8 mm to 12.7 mm. The shank diameter is 6 mm.
Stainless steel
Steel
Non-ferrous metals


{kind=link}